Was ist der Schmelzflussindex (MFR/MVR)?

Was ist der Schmelzflussindex (MFR/MVR)?
Thermoplastische Kunststoffe sind aus unserem täglichen Leben nicht mehr wegzudenken, da sie kostengünstig in Massenproduktion hergestellt werden können und in allen Arten von Produkten, einschließlich Haushaltsgeräten, Autoteilen und Haushaltswaren, Verwendung finden.
Thermoplastische Kunststoffe können durch Spritzgießen, Extrusionsformen, Blasformen und andere Verfahren verarbeitet werden. Bei all diesen Formgebungsverfahren ist die Fließfähigkeit des Harzes im geschmolzenen Zustand ein wichtiger Indikator.
Die Schmelzflussrate wird häufig als Indikator für die Fließfähigkeit geschmolzener Harze verwendet und ist durch ISO und ASTM genormt.
Im Allgemeinen gilt: Je höher die Schmelzflussrate, desto besser die Fließfähigkeit, und je niedriger die Schmelzflussrate, desto schlechter die Fließfähigkeit. Auch bei der Messung desselben Harztyps gilt: je größer der Wert, desto niedriger das Molekulargewicht, und je kleiner der Wert, desto höher das Molekulargewicht.
Da die Messung jedoch grundsätzlich in einem fast statischen Zustand durchgeführt wird, ist die Schergeschwindigkeit, die während der Messung im Harz erzeugt wird, im Vergleich zu der Schergeschwindigkeit während der Verarbeitung, wie z. B. beim Spritzgießen, sehr gering, und es besteht möglicherweise keine Korrelation mit dem tatsächlichen Verhalten während der Verarbeitung. Daher wird sie hauptsächlich für die Qualitätskontrolle von Materialien verwendet.
1. Messprinzip
Das in einen Zylinder eingefüllte Harz wird auf eine bestimmte Temperatur erhitzt und von oben mit einem Kolben belastet, und die aus der Düse am Boden des Zylinders austretende Harzmenge wird gemessen.
Es gibt zwei Messmethoden, Methode A und Methode B, je nachdem, welche Methode zur Messung der Harzmenge verwendet wird.
Es gibt auch zwei Möglichkeiten, die Ergebnisse auszudrücken: MFR (Massenflussrate der Schmelze) und MVR (Volumenflussrate der Schmelze).
Methode A Messung
Das aus der Düse extrudierte Harz wird zu einem bestimmten Zeitpunkt abgeschnitten, um seine Masse zu messen, und die Masse pro 10 Minuten [g/10min] wird anhand der folgenden Formel berechnet.
![]()
- m:Gewicht des geschnittenen Harzes [g]
- t:Zeitintervall für das Ausschalten des Harzes [s]
Methode B Messung
Messen Sie die Strecke, die der Kolben in einer bestimmten Zeit zurückgelegt hat, oder die Zeit, die der Kolben benötigt hat, um eine bestimmte Strecke zurückzulegen, und berechnen Sie das Volumen pro 10 Minuten [cm3/10min] anhand der folgenden Formel.
![]()
- A:Mittlere Nennquerschnittsfläche von Zylinder und Kolbenboden [cm²]
- l:Hubweg des Kolbens [cm]
- t:Kolbenlaufzeit [s]
Dieses Volumen pro 10 Minuten [cm³/10min] wird als MVR bezeichnet. Wenn die Schmelzedichte des gemessenen Harzes bei der Prüftemperatur bekannt ist, kann die MFR anhand der folgenden Gleichung berechnet werden.
![]()
- ρ:Schmelzedichte des gemessenen Harzes bei der Prüftemperatur [g/cm³]
Für Messungen nach Methode B muss die Prüfmaschine mit einer Vorrichtung zur Messung des vom Kolben zurückgelegten Weges und einem Zeitmesser zur Messung der Wegzeit ausgestattet sein.
2. Messverfahren
Die grundlegenden Messungen werden in folgenden Schritten durchgeführt:
- Den Kolben in einen leeren Zylinder einführen und ihn bei der Prüftemperatur stabilisieren lassen.
- Den Zylinder mit dem zu messenden Harz füllen und die Probe von oben mit einem Füllstab zusammendrücken und entgasen. (Dieser Vorgang dauert weniger als 1 Minute.)
- Sofort den Kolben einstellen und mit dem Vorheizen beginnen. Gewichte entsprechend den Prüfbedingungen belasten. (Die Vorheizzeit wird entsprechend der eingefüllten Harzmenge und dem während des Vorheizens geladenen Gewicht eingestellt. (Bei Harzen mit niedriger Schmelzviskosität kann eine Auslaufsperre erforderlich sein, um zu verhindern, dass das Harz während des Vorheizens ausläuft.)
- Die Messung wird gestartet, wenn sich der Kolben in die Ausgangsposition absenkt.
- Bei der Messung nach Methode A wird das Harz abgeschnitten und aufgefangen. Bei der Messung nach Methode B misst das Prüfgerät automatisch den Kolbenweg oder die Wegzeit. (Je nach Norm oder Vorschrift werden mehrere Messungen vorgenommen und der Durchschnittswert berechnet).
- Die Messung ist abgeschlossen, wenn sich der Kolben in die Endposition absenkt.
3. Faktoren für Messabweichungen
Die Messung der Schmelzflussrate ist anfällig für Messfehler, die durch Verfahren und Messmethoden verursacht werden.
So kann beispielsweise die Entgasung während des Füllvorgangs je nach der Person, die die Messung durchführt, zu Unterschieden bei den Entgasungsbedingungen und der Füllzeit führen. Darüber hinaus variiert die Vorwärmzeit in Abhängigkeit von der eingefüllten Harzmenge und der Art und Weise, wie die Last während des Vorwärmens aufgebracht wird, und dieser Effekt ist bei Harzen, die leicht von der thermischen Vorgeschichte beeinflusst werden oder eine geringe Wärmeleitfähigkeit aufweisen, größer.
Um stabile Messungen zu gewährleisten, sollte der Messvorgang durch das Prüfgerät einheitlich gestaltet werden, und die Prüfbedingungen, einschließlich der geeigneten Vorheizzeit, sollten konstant sein, oder es kann ein Prüfgerät mit automatischer Messzeitfunktion verwendet werden, um die Ursache für Datenschwankungen zu verringern.
| Variationsfaktoren nach Messgerät | Entgasungszustand des Harzes, Füllzeit, Reinigungszustand der Geräte nach der Messung usw. |
| Variationsfaktoren aufgrund der Messbedingungen | Vorwärmzeit (Menge des zu füllenden Harzes, Belastung während des Vorwärmens) |
| Faktoren der Variation durch Messharz | Feuchtigkeitsaufnahme (einige Harze müssen vorgetrocknet werden), Füllstoffe (Ruß, Glasfasern usw.), Wärmeeigenschaften (starker Einfluss der Wärmegeschichte, geringe Wärmeleitfähigkeit) usw. |
Faktoren für Messabweichungen
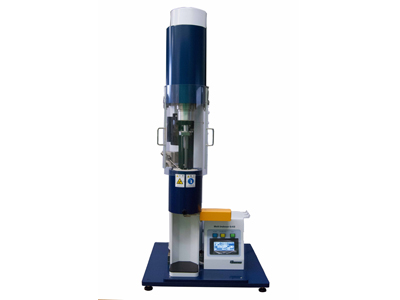
4. Messgerät
Dies ist ein Basismodell der manuellen Messung.
Optionen wie eine Durchflussvorrichtung für die B-Methode (Drehgeber zur Messung des Kolbenweges), eine Gewichtshebevorrichtung und eine automatische Schneidevorrichtung können frei hinzugefügt werden.

Multi-weight Melt Flow Indexer
Neben der Prüfung mit einer einzigen Last ist dieses Modell auch mit der Messung mehrerer Gewichte (ASTM D1238 D-Methode) kompatibel, bei der mehrere Lasten in einem einzigen Test angewendet werden.
Durch die Messung auf mehreren Ebenen mit unterschiedlichen Schergeschwindigkeiten lassen sich auf einfache Weise „Schergeschwindigkeit vs. Schmelzviskosität“-Daten ermitteln.
Die Gewichte sind in die Haupteinheit integriert und werden automatisch umgeschaltet, was zu Arbeitseinsparungen, Effizienz und Sicherheit bei den Messvorgängen beiträgt.

Dieses Modell automatisiert einen Teil des Messvorgangs.
Eine sichere und stabile Messung ist durch die Automatisierung des Prozesses vom Beginn der Beladung mit Gewicht und der Vorwärmung bis zur Entladung der verbleibenden Probe nach Beendigung der Messung sowie der Zylinderreinigung möglich (die zur Reinigung verwendete Gaze wird manuell eingestellt).
Die Befüllung des Harzes und die Reinigung des Zylinders werden vom Bediener durchgeführt, während die Ergebnisse bestätigt werden. Dies ermöglicht die Messung von Harzen, die mit vollautomatischen Maschinen nur schwer zu befüllen sind, oder bei hohen Temperaturen (bis zu 400°C), bei denen eine automatische Reinigung aufgrund der Hitzebeständigkeit der Gaze gefährlich wäre.
Verschiedene Optionen wie PC-Software (für die Datenausgabe in Echtzeit), automatische Probenschneidevorrichtung, automatische Probenentnahmevorrichtung, Vorrichtung zur Verhinderung des Auslaufens (für stark fließende Harze) und automatische Berechnungswaage nach der A-Methode (zur automatischen Berechnung der MFR durch Übermittlung der Masse an die Prüfmaschine) tragen zu einer effizienteren Messung und Datenverwaltung bei.

Dieses Modell automatisiert vollautomatisch das Laden der Probe => Messung => Reinigung.
- Vollständig automatisiert vom Laden der Probe bis zur Reinigung. Trägt zur Arbeitseinsparung, Effizienzsteigerung und Reproduzierbarkeit der Messungen bei.
- Geeignet für die kontinuierliche Prüfung von 10 Probenbechern (40 Becher optional).
- Kompaktes und platzsparendes Tischmodell (*Höhe: 1060mm)
- Eine Vielzahl von Optionen kann ausgewählt werden (automatische Methode A-Messung, elektrisch beheizte Trocknungseinheit, Trockenlufttrocknungseinheit, Lastwechselmechanismus usw.)

Dieser Text ist eine Ergänzung und Umstrukturierung des in „TEST“ Vol. 63 (April 2022), einer von der Japan Testing Machine Association herausgegebenen Zeitschrift für Öffentlichkeitsarbeit, veröffentlichten Inhalts.
- Titel: “Methoden zur Messung und Bestimmung der Fließfähigkeit von Kunststoffen – Messung der Schmelzflussrate und Prüfgeräte
- Verfasser: Ryohei Michida, Toyo Seiki Seisaku-sho, Ltd.
- Name der Zeitschrift: „TEST“ Vol. 63 (Japan Testing Machine Association)
- Ausgabedatum: April 2022
 Melt Flow Indexer (Melt Flow Index Tester) | 522-G-02
Melt Flow Indexer (Melt Flow Index Tester) | 522-G-02
 Multi-weight Melt Flow Indexer | 522-G02
Multi-weight Melt Flow Indexer | 522-G02
 Automated Melt Flow Index Tester / Semi Auto Melt Indexer | 521-4A
Automated Melt Flow Index Tester / Semi Auto Melt Indexer | 521-4A
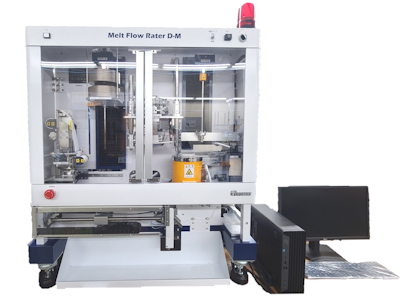 Fully-Automated Melt Flow Index Tester / Melt Flow Rater | 520-D-M
Fully-Automated Melt Flow Index Tester / Melt Flow Rater | 520-D-M
Contact
-
Inquiries from the web
Contact Form -
Inquiries by telephone